氨氮吹脱塔技术方案
一:概况
氨氮废水来源甚广且排放量大,如化肥、焦化、石化、制药、食品、垃圾填埋场等均产生大量高浓度氨氮废水。大量氨氮废水排入水体不仅引起水体营养化、造成水体黑臭,而且将增加给水处理的难度和成本,甚至对人群及生物产生毒害作用。虽然处理氨氮废水的处理方法有多种,但是目前还没有一种能够兼顾流程简单、投资省、技术成熟、控制方便以及无二次污染等各个方面的技术。
我厂开发的氨氮处理系统通过将氨氮吹脱和吸收塔净化等多项技术组合起来,处理不同浓度的氨氮废水,可以将10000mg/L以上的氨氮废水处理到排放要求。处理后的氨氮浓度在15mg/L以下,达到国家一级排放标准。是一种能够兼顾流程简单、投资省、技术成熟、控制方便以及无二次污染等特点的氨氮处理系统。传统氨氮吹脱出来的氨气随空气进入大气,仍然容易引起二次污染,我公司在氨氮吹脱塔后又设置了吸收塔,从而使排向大气的空气为净化后的气体,无污染。
应用领域:1.医药、农药化工废水;2.垃圾填埋厂渗滤液;3.化肥生产废水;4.焦化行业废水;5.稀土冶炼废水;6.生活污水等。
二:设计原理说明
氨氮在废水中主要以铵离子(NH4+)和游离氨(NH3)状态存在,其平衡关系如下所示: NH3+H2O—NH4+ +OH- 这个关系受pH值的影响,当pH值高时,平衡向左移动,游离氨的比例增大。常温时,当pH值为7左右时氨氮大多数以铵离子状态存在,而pH为11左右时,游离氨大致占98%,游离氨易于从水中逸出,如加以曝气的话,则可以促使氨从水中逸出,其中,PH是效果关键。
不同pH、温度下氨氮的离解率(%)
|
pH |
20℃ |
30℃ |
35℃ |
|
9.0 |
25 |
50 |
58 |
|
9.5 |
60 |
80 |
83 |
|
10.0 |
80 |
90 |
93 |
|
11.0 |
98 |
98 |
98 |
在实际工程中大多采用吹脱塔。吹脱塔的构造采用气液接触装置,在塔的内部填充填料,用以提高接触面积。调节pH值后的水从塔的上部淋洒到填料上而形成水滴,顺着填料的间隙次第落下,与由风机从塔底向上吹送的空气逆流接触,完成传质过程,使氨由液相转为气相,随空气排放,完成吹脱过程,脱除率达75%以上。低浓度废水通常在常温下用空气吹脱,而高浓度废水则常在加温状态下进行吹脱。
吹脱后的氨气随后进入氨气吸收净化塔,在些塔内使氨气与吸收液产生化学反应,可使气体达标排放、无污染。
三:氨气吹脱塔系统选型及参数
因为每个用户需要处理水中氨氮的浓度、温度及处理水量不同,用户在选用时一定要先和我厂联系,我们会帮助用户选择经济实惠、物有所值的设备。
本系统可配备气体在线分析仪、PH控制计、差压变送器、压力传感器、流量传感器、液位控制计、固体悬浮物浓度计、电磁阀、变频器及控制柜等组成的控制系统,以上控制情况均以数字形式显示在显示器界面上,使管理人员一目了然,并有故障报警,便于管理与维护。自控系统可根据用户要求进行手动、半自动和全自动控制设计。
四:系统特点与工艺流程
工艺说明:
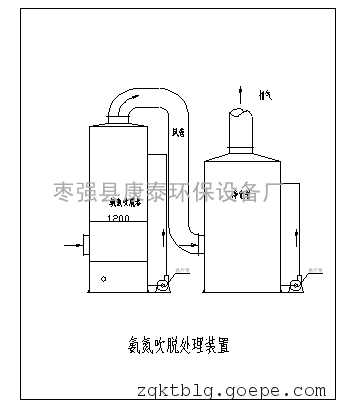
氨氮废水首先进入调节池将pH值调到11左右,然后泵入吹脱塔的液体分布器,同时空气在风机的作用下进入氨氮吹脱塔塔体下方进气口,并且充满进气段空间,然后匀压上升到填料段。在填料的表面上,空气将游离状态的氨吹出,循环此流程,形成2级吹脱。二级吹脱后由排气口排至吸收塔;吸收塔喷淋冷水,吸收氨气,循环此流程,形成2级吸收塔,结合成氨水。
(1):通过组合工艺,能处理不同浓度的废水,氨氮去除率高,处理后达到国家一级排放标准≤15 mg/L以下。
(2):低能耗、低成本,每吨废水的处理成本在5-10元,远远低于传统工艺的处理成本15-25元/吨。
(3):系统产生的废气全部进入氨吸收系统,使整个处理更加环保。
(4):设备内部设计更加合理,解决了低温气候对吹脱效率的影响和长时期运行后填料的堵塞问题。
(5) :设备采用玻璃钢材质或碳钢防腐材质进行加工,解决了传统设备使用污水腐蚀带来的寿命较短的问题。
具体工艺流程如下图所示
五、定货须知
1、定货单位在定货前应提供详细的水量、水质及相关资料。
2、我厂可根据用户提供的水质、水量及场地进行设计选型。为保证处理效果,如有不详之处请与我厂联系
 扫一扫,手机浏览
扫一扫,手机浏览
 五、定货须知1、定货单位在定货前应提供详细的水量、水质及相关资料。2、我厂可根据用户提供的水质、水量及场地进行设计选型。为保证处理效果,如有不详之处请与我厂联系
五、定货须知1、定货单位在定货前应提供详细的水量、水质及相关资料。2、我厂可根据用户提供的水质、水量及场地进行设计选型。为保证处理效果,如有不详之处请与我厂联系